
La seguridad y la calidad de los alimentos son las principales prioridades en la industria alimentaria actual. Con regulaciones más estrictas y expectativas cada vez mayores de los consumidores, los fabricantes necesitan soluciones confiables para mantener altos estándares. Las máquinas clasificadoras ópticas se han convertido en herramientas esenciales que ayudan a las empresas a mejorar la eficiencia, reducir los residuos y garantizar la seguridad de los productos.
Beneficios clave de las máquinas clasificadoras ópticas
1. Seguridad alimentaria mejorada
• Detecta y elimina contaminantes como vidrio, metal y plástico.
• Garantiza el cumplimiento de las normas de seguridad alimentaria.
2. Calidad constante del producto
• Elimina defectos como decoloración, podredumbre y daños por insectos.
• Ofrece productos uniformes y visualmente atractivos.
3. Mayor eficiencia
• Automatiza la clasificación para reducir los costes laborales y los errores.
• Minimiza el desperdicio eliminando solo los artículos defectuosos.
4. Versatilidad
• Apto para cereales, frutos secos, frutas, verduras y alimentos envasados.
• Adaptable a diferentes requisitos de procesamiento.
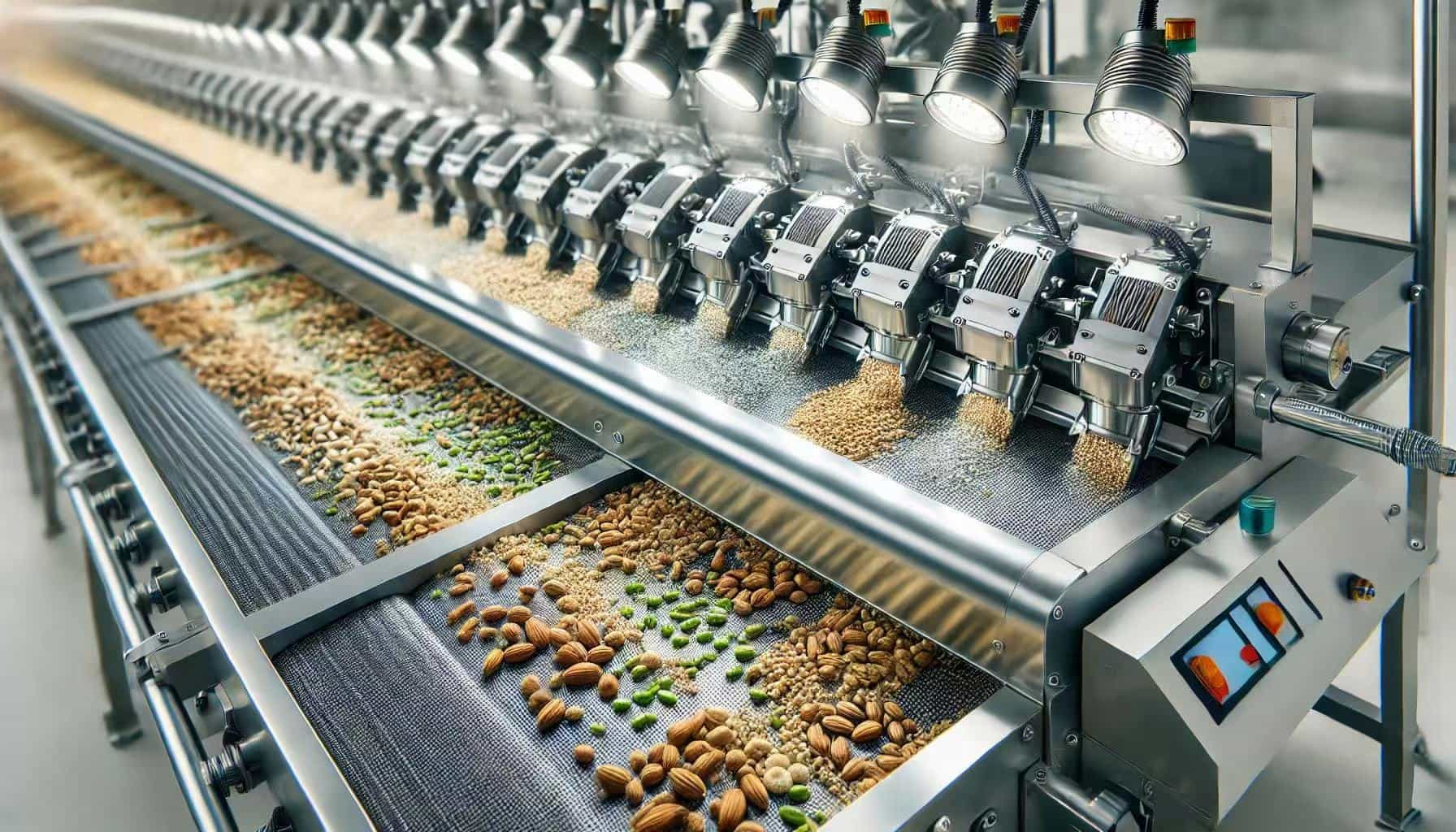
Aplicaciones
• Granos y Arroz: Elimina impurezas y granos defectuosos.
• Nueces y Semillas: Elimina cáscaras y trozos mohosos.
• Frutas y Verduras: Detecta imperfecciones y deterioro.
• Snacks y café: Garantiza una forma, tamaño y calidad consistentes.
Conclusión
Las máquinas clasificadoras ópticas están transformando el procesamiento de alimentos al ofrecer productos más seguros y de mayor calidad, al tiempo que aumentan la eficiencia. ¿Listo para actualizar su línea de producción? ¡Contáctenos hoy para saber cómo nuestras soluciones de clasificación avanzadas pueden ayudar a que su negocio crezca!
Continúe leyendo, manténgase informado, suscríbase y le invitamos a que nos cuente lo que piensa.


Derechos de autor
© 2026 Suzhou Dream Vision Co., Ltd. Reservados todos los derechos
.Mapa del sitio
| Blog
| Xml | política de privacidad  RED SOPORTADA
RED SOPORTADA



